矯直機商品,下面將會涉及到的內容有:
疑問1:矯直機矯直過程中呈現彎鋼、扭鋼的話,那么應如何處理?
疑問2:矯直機規劃時應思考哪些?
已然提出了疑問,那么接下來的時刻了,就馬上來處理這兩個疑問吧。
疑問1:矯直機矯直過程中呈現彎鋼、扭鋼的話,那么應如何處理?
矯直機矯直過程中呈現彎鋼,其主要是由于矯直壓力方向所發生的力矩,使得型鋼呈現了剩余變形,這時,我們能夠經過壓力調整來進行處理。
矯直機矯直過程中呈現扭鋼,則是由于矯直機上下輥發生的力矩合不等于零,使得型鋼呈現了剩余變形,這時能夠對矯直輥軸向串動進行調整,以便來處理疑問。
疑問2:矯直機規劃時應思考哪些?
規劃矯直機時,應思考到屈服強度、材料功能,以及輥徑、輥數等。
久茂冷拔矯直機廠
專業生產各種矯直機、冷拔機、軋尖機、及其配套輔助設備
2016年3月7日
矯直機矯直問題與設計考慮
Tags: 矯直機 矯直工藝
發布:admin | 分類:矯直 | 評論:0 | 瀏覽:
2016年2月29日
冷拔機冷拔鋼管的熱處理
冷拔無縫鋼管的熱處理
(1)冷拔鋼管的退火:指金屬材料加熱到適當的溫度,保持一定的時間,然后冷拔機緩慢冷卻的熱處理工藝。常見的退火工藝有:再結晶退火,去應力退火,球化退火,完全退火等。退火的目的:主要是降低金屬材料的硬度,提高塑性,以利切削加工或壓力加工,減少殘余應力,提高組織和成分的均勻化,或為后道熱處理作好組織準備等。
(2)冷拔鋼管的正火:指將鋼材或鋼件加熱到Ac3 或Acm(鋼的上臨界點溫度)以上30~50℃,保持適當時間后,在靜止的空氣中冷卻的熱處理的工藝。正火的目的:主要是提高低碳鋼的力學性能,改善切削加工性,細化晶粒,消除組織缺陷,為后道熱處理作好組織準備等。
(3)冷拔鋼管的淬火:指將鋼件加熱到Ac3 或Ac1(鋼的下臨界點溫度)以上某一溫度,保持一定的時間,然后以適當的冷卻速度,獲得馬氏體(或貝氏體)組織的熱處理工藝。常見的淬火工藝有鹽浴淬火,馬氏體分級淬火,貝氏體等溫淬火,表面淬火和局部淬火等。淬火的目的:使鋼件獲得所需的馬氏體組織,提高工件的硬度,強度和耐磨性,為后道熱處理作好組織準備等。
(4)冷拔鋼管的回火:指鋼件經淬硬后,再加熱到Ac1 以下的某一溫度,保溫一定時間,然后冷卻到室溫的熱處理工藝。常見的回火工藝有:低溫回火,中溫回火,高溫回火和多次回火等。回火的目的:主要是消除鋼件在淬火時所產生的應力,使鋼件具有高的硬度和耐磨性外,并具有所需要的塑性和韌性等。
Tags: 冷拔 冷拔圓鋼 冷拔鋼管
發布:admin | 分類:冷拔 | 評論:0 | 瀏覽:
2016年2月22日
鋼筋冷拔機的使用要點
1)試運轉開始前,先啟動潤滑油泵,觀察并調節各潤滑點,各潤滑點不應有缺油現象,系統中不應有漏油現象,回油管道必須暢通。
2)啟動通風機,觀察風道是否暢通,風量是否合適。
3)調節冷卻水量,觀察經過卷筒及拔絲模盒的冷卻水是否暢通。
4)試運轉中如有運轉不平穩和溫度過高等現象,必須進行檢查,排除故障后方可再次起動。
5)操作前,要檢查機器各傳動部位是否正常,電氣系統有無故障,卡具及保護裝置等是否良好。
6)開機前,應檢查拔絲模的規格是否符合規定,在拔絲模盒中放入適量的潤滑劑,并在工作中根據情況隨時添加。在鋼筋頭通過拔絲模以前也應抹少量潤滑劑。
7)鋼筋冷拔機運轉時,嚴禁任何人在沿線材拉拔方向站立或停留。拔絲卷筒用鏈條掛料時,操作人員必須離開鏈條甩動的區域,出現斷絲應立即停車,待車停穩后方可接料和采取其他措施。不允許在機器運轉中用手取冷拔機卷筒周圍的物品。
8)冷拔過程中,如發現盤圓鋼筋打結亂盤時,應立即停車,以免損壞設備。如果不是連續拔絲,要注意鋼筋冷拔到最后端頭時彈出傷人。
9)鋼筋冷拔機的齒輪副及滾動軸承處一般采用油泵噴射潤滑。潤滑油冬季用HJ-20號機械油,夏季用HJ-30號機械油。
10)應按潤滑周期的規定注油,傳動箱體內要保持一定的油位。
發布:admin | 分類:校直 | 評論:0 | 瀏覽:
2016年2月22日
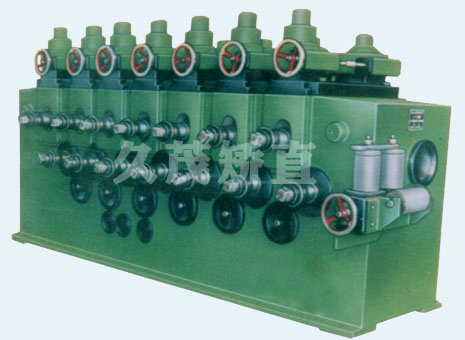
矯直機及其傳動系統
矯直機http://m.tjbhwy.com是對金屬型材、棒材、管材、線材等進行矯直的設備。矯直機通過矯直輥對棒材等進行擠壓使其改變直線度。一般有兩排矯直輥,數量不等。也有兩輥矯直機,依靠兩輥(中間內凹,雙曲線輥)的角度變化對不同直徑的材料進行矯直。主要類型有壓力矯直機、平衡滾矯直機、鞋滾矯直機、旋轉反彎矯直機等等。
對于矯直機傳動系統而言,普遍采用電機、減速齒輪分配箱、安全聯軸器、萬向聯軸器到矯直輥的傳動方式。矯直機矯直鋼板時,由于長度方向發生塑性變形,導致鋼板與矯直輥速度差可達到3%,因而產生附加扭矩,以往的整體傳動易導致接軸和齒輪損壞,同時當矯直輥與鋼板產生速差時,鋼板打滑現象會損傷表面,為了避免這些現象的發生,矯直輥盡量采用單獨傳動或分組傳動,同時還可用于控制張力。
Tags: 矯直過程 矯直工藝
發布:admin | 分類:校直 | 評論:0 | 瀏覽:
2016年1月25日
矯直機有什么樣的操作要求
(1)了解工作方案,根據軋制標準及時調整矯直機輥縫,隨時留意鋼板標準的改變,謹防矯錯標準造成事端。在主動形式情況下,若發現模型給出的參數不合理,應立即改為手動形式,設置合理的參數,避免造成矯直事端。
(2)矯直溫度:450~1000℃
(3)絕對不允許帶負荷調整壓下。
(4)鋼板不得傾斜進入矯直機,嚴重刮框、折疊、厚度不均和用氣割過的帶有毛刺的鋼板禁絕進入矯直機矯直。


(5)不允許雙張鋼板或搭頭鋼板進入矯直機。
(6)正常情況下,矯直機矯直一道,單個板型不好時,可適當添加道次。
(7)當軋件溫度低于500℃,應削減壓下量低速矯直。
(8)留意觀察板面質量,若發現矯直后鋼板的“矯直壓印”時,應立即停機查看處理。
(9)向冷床輸入輥道運鋼板時,不允許搭頭、傾斜和堆疊,應逐塊平直送出。
(10)當冷床輸入輥道上有鋼板或冷床提高機構正在運送鋼板時,禁絕向冷床輸入輥道輸送鋼板
發布:admin | 分類:校直 | 評論:0 | 瀏覽:
2016年1月25日
冷拔機與冷拔管和冷軋管之間的區別
1、冷拔機與兩者的尺寸精度和表面光潔度差不多,因為在標準中,冷拔機和校直機與矯直機,冷拔和冷軋管材一般都是統一規定的,當然價格也差不多了。但是,兩者的區別在于,對于小尺寸的管材,必須用冷拔的方法才能生產出來。
2、冷拔機和冷拔是對于小尺寸的鋼管比較適用,直徑超過150mm以上就很難用冷拔了, 國內還沒有這么大直徑的冷拔管,美國和韓國比較常見,冷拔的工藝較好,無縫的,所以價格可能會比冷扎要高一點。
發布:admin | 分類:校直 | 評論:0 | 瀏覽:
2016年1月18日
矯直機實際生產中產生氣泡的常見原因
在矯直機實際生產中產生氣泡的常見原因有:
(1)脫氧不良,當鋼中溶解鋁大于0.008%就可防止CO氣泡產生。
(2)鋼水過熱渡大。
(3)兩次氧化,空氣中水汽吸入。
(4)保護渣水分超標。
(5)結晶器上口滲水。
(6)結晶器潤滑油過量。
(7)中間包襯(絕熱板)潮濕。
發布:admin | 分類:校直 | 評論:0 | 瀏覽:
2016年1月18日
冷拔機是怎樣來進行作業的
為了能夠更好的來利用冷拔機進行作業,所以我們就需要對他有一定的了解,然后在他作業的時候對于相應的注意點也要留意。或許有朋友會覺得小編說的比較寬泛,那下面就有小編詳細的來給大家講講冷拔機是怎樣來進行作業的。
當我們在對冷拔機進行試運行的時候,先要把鋼筋冷拔機中的潤泵開出來,然后在對潤滑點進行調整,不可以讓他出現缺油,系統里也不能有漏油。在開啟通風機的時候,要看看風量的變化情況如何。還要對冷卻水進行調整,在運行的時候要是冷拔機出現不穩定或者是溫度偏高的情況,那我們就要進行檢查,然后再把相應的問題解決,之后在啟動冷拔機。
在利用冷拔機進行作業的時候,我們還要看看冷拔機他的傳動位置對不對,電氣系統有沒有問題。當冷拔機在進行作業的時候不可以讓人站在拉拔的地方,我們的作業人員要遠離鏈條掛料的地方,要是有斷絲的情況,那我們就要馬上停車,等到車子停穩了以后在進行處理。切不可在冷拔機運動的時候對其進行操作。要是看懂啊冷拔機的盤圓有打結的情況,那我們也要馬上停車。我們還要定期的來給冷拔機進行潤滑,這樣才能更好的來利用其進行作業。
發布:admin | 分類:校直 | 評論:0 | 瀏覽:
2016年1月11日
精密冷拔機用模具的選材及熱處理
1、材質的摸索
300T精密冷拔機在冷拔管件過程中外模承受強烈的徑向應力和摩擦力,模芯承受壓縮應力和摩擦力。模具表面應具有高硬度,心部也要有一定的硬度,才能承受如此大的載荷。從心部到表面硬度要逐漸過渡,只有整體淬火才能滿足要求。
作為冷變形模具、模套和模芯的原設計材質是Crl2MoV,我廠采用的熱處理工藝是鍛造毛坯球化退火-1030℃淬火-200℃回火,熱處理后模具表面硬度在HRC58-60;但在使用過程中發現,模具的使用壽命只有30t左右,除了嚴重磨損外還經常發生模具開裂現象。我廠曾經多次改進模具的熱處理工藝,如為了提高模具的硬度,采用1060℃淬火-500℃三次回火,硬度可以提高到HRC60-62,硬度的提高主要由于殘余奧氏體在回火過程中轉變為馬氏體即產生二次硬化,為了減小淬火應力,采用熱油冷卻以及在300-380℃硝鹽分級冷卻等。
發布:admin | 分類:校直 | 評論:0 | 瀏覽:
2016年1月11日
矯直機矯直型鋼后存在哪些缺陷
當矯直機在對型鋼進行矯直的過程中,最常出現的缺陷有:成品出現彎曲、矯傷、波浪和扭轉等,所以我們在實際的生產過程中,有以下幾點應對的措施:
一、成品出現波浪的彎曲:因為波浪彎還可以分為型鋼的腿部波浪,或者是型鋼的腰部波浪兩種形式,導致腿部出現波浪的主要因素是,矯直的軸向在竄動上比較大,或者是矯直輥的孔型出現嚴重錯位,正常情況下可以采取的措施為,重新的將矯直輥進行對正,以及檢查整個設備在安裝上是不是完全符合工藝的標準規范,并且將軸向的竄動進行有效的消除;而導致腰部出現波浪的主要因素是,相鄰的矯直輥在工作的直徑上相差比較大,或者是矯直的孔型在加工上不夠精準,促使矯直輥出現不圓以及裝配的間隙太大等,導致矯直輥在進行轉動的時候,其過程中出現跳動的現象,還有就是上輥在壓力的分配上出現不合理,因此可以采取的主要措施是,對矯直輥在使用的情況上進行詳細的檢查,檢查每個輥之間的直徑偏差,并且適當的對矯直輥在位置上進行調整,或者是將不符合相關標準和要求的輥直接換下來,還要對上輥在壓力上進行重新的調整和分配。
二,成品出現嚴重的扭轉現象:在完成矯直之后,鋼材出現扭轉的主要原因是,上輥的壓力的分配上偏小,或者是矯直的孔型出現嚴重的錯位,因此,需要適當的對上輥在壓力上提升,并對上下輥在孔型的對正上進行觀察,預防其出現錯誤的情況。